
Storage and Dosing Solutions for the Chemical Industry
The chemical industry mandates robust, secure storage, transfer, and dosing solutions tailored to the specific characteristics of powders and bulk products. Materials handled in this sector often present stringent constraints regarding chemical compatibility, explosiveness (ATEX), dust containment, and batch traceability.
At Syvrac, we support chemical manufacturers by engineering bespoke storage solutions capable of managing a wide array of chemical products in powder, granule, or liquid form, while ensuring operator safety and raw material integrity.
Our equipment adheres to specific chemical sector regulations, including the ATEX Directive 2014/34/EU, the SEVESO standard, REACH (Registration, Evaluation, Authorization and Restriction of Chemicals), as well as the industrial hygiene and cleanliness requirements for the cosmetic and pharmaceutical industries.
Thanks to our innovations and expertise, we offer secure silos, IBC containers, emptying stations, and weighing systems that ensure reliable and compliant storage and handling. Our extraction and transfer systems are engineered to minimize the risks associated with the emission of toxic and flammable dusts, thereby guaranteeing a secure and high-performance working environment.
They Trust Us



Our Products Adapted to the Chemical Industry
Our equipment guarantees safety, traceability, and optimization of production flows. We offer solutions tailored to the specific needs of the chemical sector.
- Stainless Steel and Steel Silos – Corrosion resistance and compatibility with aggressive products
- Vinylester Resin Silos – Premium solution for acids and highly reactive products
- HDPE and Stainless Steel IBC Containers – Secure transport and storage of chemical powders
- ATEX Big Bag Dischargers – Secure emptying and containment of toxic dusts
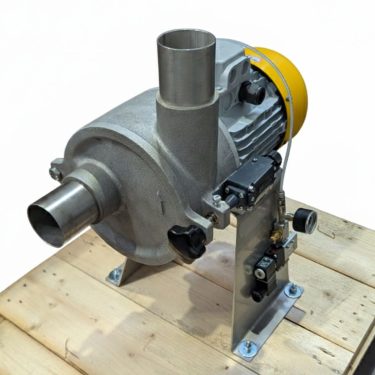
- Rotary Airlock Valve – Controlled flow for safe product extraction
- Tanker Unloading Station – Secure silo loading with emission control
- Supervision and Automation – Real-time stock management and complete traceability


















Safety and Compliance: Our Equipment Meets Chemical Standards
The chemical industry imposes strict regulations for the storage and handling of powders and granules, particularly for toxic, explosive, or corrosive products. At Syvrac, we integrate these requirements from the design stage of our equipment:
- ATEX (Explosive Atmospheres) 2014/34/EU – Prevention of explosions in storage areas
- SEVESO – Secure management of hazardous materials
- REACH – Compliance regarding chemical substances used
- GMP (Good Manufacturing Practices) – For the pharmaceutical and cosmetic industries
- ISO 9001 & 14001 – Quality and environmental management of chemical facilities
Powders and Granules Handled by Syvrac
Storing chemical powders requires advanced expertise, as each product has its own constraints regarding safety, flow characteristics, and chemical compatibility. At Syvrac, we design solutions adapted to every need:
- Calcium Carbonate – Storage in stainless steel silos with fluidization extraction
- Powdered Silica – Storage under controlled atmosphere to prevent dispersion
- Sulfates and Nitrates – Consideration of hygroscopic constraints
- Polymer Powders – Management of static electricity and grounding solutions
- Mineral Salts – Securing storage to prevent crystallization
- Pigments and Dyes – Handling without cross-contamination
- Fertilizers and Nutrients – Pneumatic conveying and precise dosing
- Pharmaceutical Powders – Storage under aseptic conditions and ATEX management
- Chemical Catalysts – Silo security and batch traceability
- Abrasive Products – Reinforced equipment resistance to prevent premature wear
Our achievements for Chemistry
We have supported several manufacturers with their sensitive chemical powder storage and handling projects.
- Solvay – Installation of vinylester resin silos for corrosive product storage
- Clariant – Implementation of pneumatic transfer systems for ATEX powders
- K+S France – Automated storage and dosing of mineral salts for industrial applications

Trusted by our clients


Let's build together your storage solution
Stéphane B.
Powder processing solution expert